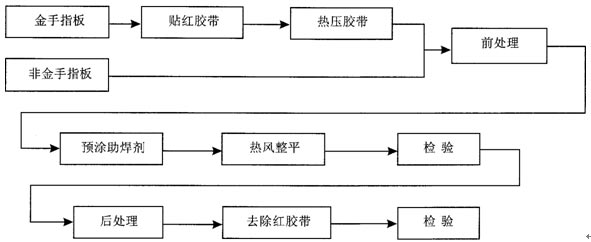
热风整平工艺技术图例及主要技术数据
第一节热风整平工艺技术图例
第二节热风整平主要技术数据
良好的热风整平机性能,需通过对关键部件的工艺参数合理调整,正确使用,才充分发挥设备的优点生产出合格满意的产品。
板夹运动调整
板夹与锡槽
板导向装置的对中性调整,一般厂家已调好不宜再动。
板夹浸入速度
减少板底部与上部浸锡时间的差异,浸入速度当然越快越好,但浸入速度过快容易引起印制板振动,锡的顶力增加,产生印制板损伤,所以一般的浸入速度为2.5—4秒之问。
浸焊料时间
浸焊料时间短,焊料层形成不均匀,影响表面光洁度,时间长则印制板易变形,同时应考虑板子的厚薄,浸焊料时间一般为了3—5秒。
板夹上升速度
上升速度关系风刀热气流与印制板焊料层的作用时间,它影响焊料涂层的厚度,速度太快、太慢,都将使板上部和板底焊料涂层分布不均,板夹上升时间一般为2.3秒。
吹风起始时间和吹风时间调整
为有效利用风刀热气流能量,可根据整平板子的尺寸大小来调整风刀吹风时间。
风刀的调整
调整时要求风刀能始终提供均匀一致风速风压的薄热气流,以去除印制板上多余的焊料,风刀的调整参数有以下几个方面:
风刀角度
风刀角度是刀口热气流方向与水平方向的夹角,对印制板的孔,水平角度(0。)可使孔得到薄而均匀的焊料层,对印制板的面来说风刀倾角可使获得薄而均匀的焊料层,两者兼顾,风刀角度一般均不超过10。,可根据具体机器调整。
风刀口间隙
间隙大小直接影响风速和热气流形状,风刀口的间隙一般保持在0.18.O.22mm之间,精细的调整刀口间隙的均匀性,保证刀口间隙畅通,可防止板面涂层不均,板子垂直方向产生线性厚涂层。
风刀间距
间距越小,射互板面的气流截面与刀口间隙处相似,整平强度大,整平效果好,风刀间距的大小主要受板夹厚度影响。
风刀错位
即两风刀口在垂直方向盘上的高度差,用于防止二风刀在相同的水平位置上发生对吹而抵消能量,使印制板不能吹通,一般后风刀比前风刀低4.8mm。
风刀空气压力
压力大小直接影响整平印制板焊涂层厚方式清除孔内焊料常用增加风刀空气压力来解决,压力调整范围很宽,调节限于板子的几何形状、风刀间隙,提出速度、风刀空气温度以及板子距前后风刀的距离等,一般前风刀压力为(3.2.3.4)×105Pa。
风刀温度
风刀温度影响焊料涂层夺取度和质量,温度低,可能堵孔,锡铅表面发暗等;温度高,导致焊料涂层厚度过薄。一般风刀温度为220—250。C。
锡槽温度设定
选用63锡焊料,其锡槽温度通常设定为235—245。C,焊料温度高,焊料粘度和表面张力将降低,焊料与板面铜的润湿性提高,不利的是将使板面溶铜速度加快,印制板易变形、焊料氧化快。
焊料波调整
焊料波调节应使焊料均匀地在喷嘴两侧,并且横跨整个长度,这可以清洁喷嘴上的焊渣和助焊剂残余物,保证外翻焊料表面纯净无杂质,这对整平质量也是很重要的。
焊料液位调整
焊料液位超过溢流口就会造成焊料堵塞残渣输送槽,如果液位过低助焊剂残渣和熔渣就可能进入泵腔,严重影响焊料质量。
助焊剂槽温度设定
助焊剂温度一般保证在40。C.60。C之间即可。
热风整平后处理
热风整平后冷却的印制板必须及时清洗干燥,清洗干净与否将影响印制板的可靠性,离子污染会引起漏电或介质击穿,有机污物可能引起焊接冒泡。一般清洗程序是:热水洗一流水冲洗一热风吹干。
整平质量控制
热风整平质量由“人、机、料、法、环”五大因素决定,具体体现在诸多的环节上:如基材质量、印制板层数、厚度、孔径、布线密度、前处理、焊料、助焊剂、热风整平工艺参数的正确性等。
标签:
流水线,
生产线,
输送线