助焊剂焊后残留物的免清洗技术
大气臭氧层被破坏是当今面临的三大全球环境问题之一,因而受到了全世界的极大关注。由于ODS物质对大气臭氧层的破坏, l990年的《蒙特利尔条约》规定,N2000年全面禁止使用CFC类清洗剂,同时也限制了一些卤代物、碳氟化合物等的使用。我国政府于l991年6月加入了该条约的缔约国之行列。
目前,在国际上淘汰ODS的技术已基本成熟,这些技术包括免清洗技术,水洗技术和替代ODS溶剂清洗技术。由于水洗和溶剂洗的费用很高,故免洗技术在国内外电子行业得到了很广疰的应用。
免清洗技术是指在电子产品生产中,采用低固含量的免洗助焊剂,使焊后板上残留物极少,无腐蚀,具有极高的表面绝缘电阻,不清洗能达到离子净度的要求,直接进入下道工序的技术。
一、免清洗技术的主要优点:
1.免除了清洗工序,可省去清洗设备及所需的溶剂,节约了能源及使用成本;
2.大大缩短了工艺流程及时问,降低了产品成本;
3.节约占地面积;
4.对环境污染小。
二、免清洗助焊剂
免清洗助焊剂是指焊后不需要清洗能够达到各项要求的助焊剂。
免洗助焊剂的特点:
1.无卤化物:即不含卤素化合物;
2.固体含量<5%:即不挥发物含量低,在PCB板上残留物少;
3.湿润性良好:即助焊性能良好;
4.具有高绝缘电阻:即不清洗不影响产品的电性能;
5.无腐蚀:即长期留于PCB板上,不产生腐蚀现象
; 6.达到离子残留度要求:即残留物不含游离离子。
三、获得良好免洗工艺成效的主要控制图:
要获得良好的免洗效果,除选择合适的免洗助焊剂外,还需从以下几个阶段进行控制和配合。
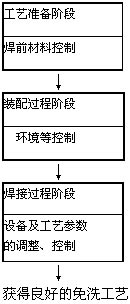
1.焊前材料控制
1)助焊剂的选择、贮存条件、贮存期;
2)PCB板质量要达到免洗要求;
3)PCB板与元件的可焊性要好。
2.环境等控制
1)在装配中避免沾上油污、灰尘、汗水及其它污染物;
2)波峰机链爪注意清洗干净;
3)喷雾波峰机注意抽风滤网的更换,避免助焊剂滴至机板元件面。
3.设备及工艺参数的调整、控制
1)助焊剂比重的控制;
2)发泡或喷雾的调节,注意控制助焊剂尽量少涂至机板元件面;
3)预热的配合;
4)焊接温度的控制。
即要获得良好的免洗效果,必须在工艺的全过程进行控制。
标签:
流水线,
生产线,
输送线